| POWDER METALLURGY PROCESS |
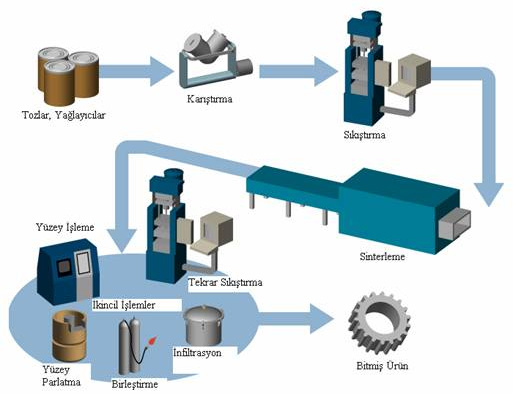 |
Powder metallurgy is the process of blending fine powdered materials, pressing them into a desired shape or form (compacting), and then heating the compressed material in a controlled atmosphere to bond the material (sintering).
The powder metallurgy process generally consists of four basic steps: powder manufacture, powder blending, compacting, and sintering.
Compacting is generally performed at room temperature, and the elevated-temperature process of sintering is usually conducted at atmospheric pressure.
Optional secondary processing often follows to obtain special properties or enhanced precision.The use of powder metal technology bypasses the need to manufacture the resulting products by metal removal processes, thereby reducing costs.
1. Powder Production
2. Mixing of powders
This can often involve the introduction of alloying additions in elemental powder form or the incorporation of a pressing lubricant.
3. Forming of the mixed powder into a compact
The dominant consolidation process involves pressing in a rigid toolset, comprising a die, punches and, possibly, mandrels or core rods. However, there are several other consolidation processes that are used in niche applications.
4. Sintering of the compact to enhance intergrity and strength
This process step involves heating of the material, usually in a protective atmosphere, to a temperature that is below the melting point of the major constituent. In some cases, a minor constituent can form a liquid phase at sintering temperature; such cases are described as liquid phase sintering. The mechanisms involved in solid phase and liquid phase sintering are discussed briefly in a later section.
5. Secondary operations
The application of finishing processes to the sintered part. In the Powder Metallurgy industry, such processes are often referred to as “secondary operations”.
|
|
High Pressure Casting Process
Die casting is a metal casting process that is characterized by forcing molten metal under high pressure into a mold cavity. The mold cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mold during the process. Most die castings are made from non-ferrous metals, specifically zinc, copper, aluminium, magnesium, lead, pewter and tin based alloys. Depending on the type of metal being cast, a hot- or cold-chamber machine is used.
The casting equipment and the metal dies represent large capital costs and this tends to limit the process to high volume production. Manufacture of parts using die casting is relatively simple, involving only four main steps, which keeps the incremental cost per item low. It is especially suited for a large quantity of small to medium sized castings, which is why die casting produces more castings than any other casting process. Die castings are characterized by a very good surface finish (by casting standards) and dimensional consistency.
Two variants are pore-free die casting, which is used to eliminate gas porosity defects; and direct injection die casting, which is used with zinc castings to reduce scrap and increase yield.
|
|





