 |
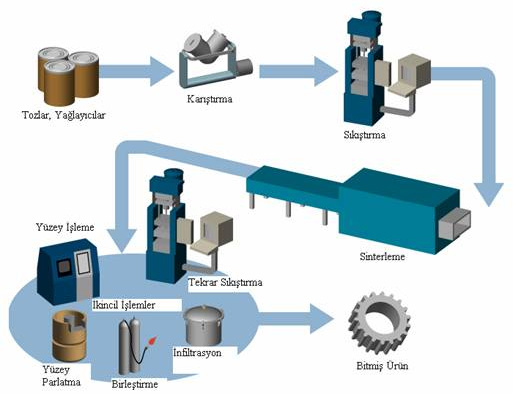
1. Toz hazırlama ( Tedarik )
Toz metalurjisinin ilk aşaması toz üretimidir. Toz Metalurji ile parça üretiminde en önemli unsurlardan bir tanesi istenilen üretime göre toz seçimidir. Üretilen tozda tane iriliği, tane şekli, akıcılığı ve tozun oksitlenme eğilimi oldukça önemli unsurlardandır.
2.Karıştırma
İstenilen boyut, şekil ve bileşimdeki tozların yağlayıcı veya bağlayıcı katkılarla ve alaşım elementi tozlarıyla karıştırılması işlemidir. Bu işlem özel karıştırıcılarda homojen bir karışım elde edilinceye kadar sürdürülür. Farklı boyuttaki tozların homojen karışım olması sağlanır.
3. Pres
Toz karışımı pres makinesinde, dayanıklı bir kalıp içerisinde istenilen şekil ve boyutta sıkıştırılır. Böylece toz kütlesinin yeterli mukavemet ve yoğunlukta şekillendirilmesi sağlanır. Fakat burada sıkıştırılmış ve şeklini almış parça yaş mukavemete sahiptir.
4.Sinterleme
Presleme işleminden sonra şeklini almış parçalara, uygun atmosfer ortamında belirli sıcaklıkta ve belirli sürede sinterleme ( fırınlama ) işlemi yapılarak parçanın gerekli mukavemeti kazanması sağlanır.
5.Son İşlemler
Gerekli mukavemeti kazanmış olan parçanın, görsel kalitesini artırmak, tolerans aralığını daraltmak ve parçada oluşan çapakları gidermek amacıyla yapılan çeşitli kalibrasyon, vibrasyon ve yüzey işlemlerinin tümüdür. Bu bölümden çıkan parçalar sevkiyata hazırdır.
|
METAL ENJEKSİYON
Alüminyum Metal Enjeksiyon, erime sıcaklığına kadar ısınan metale özel enjeksiyon makinalarıyla basınç uygulanarak özel kalıpların içerisine enjekte işlemidir. Bu enjekte işlemini yapan makineye metal enjeksiyon makinası denir.
Yüksek adetli parçaların üretimi için kullanılan bir yöntemdir. Kum ve kokil döküme göre kalıp maliyeti yüksek, parça birim fiyatları düşüktür.
Metal enjeksiyonda en çok kullanılan metaller ve alaşımlar; alüminyum, zamak (çinko ve alüminyum alaşımı), pirinç, magnezyum ve kurşundur.
YÜKSEK BASINÇLI METAL ENJEKSİYON İŞLEMİ
Yüksek basınçlı metal enjeksiyon takım çeliğinini en çok zorlayan uygulamaların başında gelir ve özellikle takım çeliğinin yüksek tokluk ve süneklik, sıcak mukavemet ve yüksek meneviş dayanımını sağlamasını gerektirir.
Bu kalıplar çok pahalı olduğundan, uzun kalıp ömrü sağlamak için, bu kalıplarda kullanılan takım çeliklerinin yüksek kaliteli olması gerekmektedir.
METAL ENJEKSİYON KALIP ÖZELLİKLERİ
Sıcak iş çeliği yüksek sıcaklıklarda çalışmakta ve alüminyum, magnezyum, çelik ve diğer metallere şekil vermektedir. Sıcak iş içinde oldukça yaygın bir uygulama alını olarak yüksek ve düşük basınçta metal enjeksiyondaki aşırı zor çalışma koşulları, kullanılan takım çeliklerinin yüksek kalitede olmasını zorunlu kılmaktadır. Genel olarak sıcak iş uygulamalarında kullanılan takım çeliklerinin yüksek sıcak mukavemet ile birlikte mükemmel bir sünekliğe ve tokluğa sahip olması gereklidir.
Sıcak iş takım çelikleri için diğer önemli özelliklerse ısıl gerilmelere karşı yüksek direnç ve iyi bir sıcak aşınma dayanımıdır. Ayrıca kalıp performansını sağlamak için bu özelliklerin çeliğin tüm yönlerinde eş biçimde dağılımı sağlanmalıdır.
Sıcak iş takım çeliklerinin ana özellikleri aşağıdaki şekilde sıralanabilir:
- Yüksek meneviş direnci
- Yüksek sıcak akma mukavemet
- Yüksek süneklik ve tokluk
- İyi termal iletkenlik
AVANTAJLARI
- Metal kalıba kıyasla çok daha karmaşık şekilli parçaların dökümü mümkündür
- Kalıplar basınç altında doldurulduğundan, diğer döküm yöntemlerine kıyasla, daha ince cidarlı, "uzunluk/kalınlık" oranı daha yüksek ve boyutsal hassasiyeti daha fazla olan parçalar üretilebilir, özellikle birden fazla boşluk ihtiva eden kalıplar kullanıldığında üretim hızı diğer yöntemlerden çok daha fazladır, dökülen parça boyutlarında bir değişim olmaksızın aynı kalıptan binlerce parça üretilebilir,
- Daha ince kesitlerin dökülebilmesi, metal maliyetini azaltıcı bir husus olmaktadır,
- Basınçlı döküm ürünleri genellikle çok az bir yüzey bitirme işlemi gerektirirler, bazı alaşımlar (örneğin al esaslılar) basınçlı döküm yöntemi ile üretildiklerinde, diğer döküm yöntemlerine nazaran çok daha yüksek mekanik özellikler gösterirler.
|





